 Skip to content
Skip to content Industrial Carry Bags Supplier
An industrial carry bag supplier is a manufacturer that designs and produces carry bags for tools, instruments, service kits, and industrial programs with repeatable durability. The right supplier offers OEM/ODM development, material-system matching, a defined stress-zone reinforcement map (handle roots, strap anchors, base corners, zipper ends), and QC checkpoints that keep bulk production consistent with the approved sample. It also supports program needs like multi-SKU planning, packaging, labeling, and staged delivery.
Industrial Carry Bags Supplier for OEM/ODM Programs
Industrial carry bags look simple—until they’re used every day in real operations. A bag that carries instruments, tools, meters, medical devices, or field equipment must survive high-frequency handling, abrasion, and uneven load distribution. That means a supplier is not judged by style, but by repeatable engineering: load-path planning, reinforcement control, hardware stability, and a clear QC routine that prevents “good sample, weak bulk.”
At Jundong, we work as a focused manufacturer in Guangdong, supporting projects from concept to production with a structured development flow, in-house sampling, and process-based inspections. Our goal is practical: help your team approve the right structure faster, reduce revision rounds, and keep bulk output consistent for reorders and multi-SKU programs.



Industrial Carry Bag Programs We Serve
Industrial carry bags are purchased for the following outcomes: safer transport, faster access, lower damage rates, and stable replenishment. Different programs emphasize different priorities. Field service teams prioritize organized access and comfort. Warehousing and logistics care about abrasion resistance and fast replacement cycles. Instrument or device brands care about protection, shape retention, and packaging that prevents shipping claims.
Procurement teams need a supplier that can handle multi-SKU orders, spec adjustments, and consistent quality—because the real cost is not the first order, it’s what happens in reorders and deployment. We build industrial carry bags around these practical constraints, then document the spec so bulk output stays aligned.



Materials & Surfaces Matched to Use
Industrial carry bags fail in predictable ways, and material selection should follow those failure modes. If your bag is dragged on rough floors, the base needs abrasion resistance and corner reinforcement. If it’s used around oil or dirt, the key is easy-clean surfaces and finish stability under repeated wiping. If you carry instruments, internal structure and cushioning become the priority, not just outer fabric.
At Jundong, we work with multiple material categories—fabric, leather, PU, PVC, neoprene, and more—then match them with the right lining, padding, zippers, and hardware system for your target market and budget.
Our sourcing and material-matching capability covers fabrics, leather, PU, PVC, EVA, neoprene, zippers, hardware, straps, and lining/padding selection.
To move fast, share your use environment, cleaning method, and load target. We will propose two material systems (for example, an abrasion-priority option and an easy-clean-priority option) and explain the cost and durability trade-offs so procurement can approve with confidence.

Design Workflow From Concept to Spec

Most industrial carry bag projects don’t fail because the idea is bad. They fail because the idea isn’t converted into a manufacturable spec. When dimensions are unclear, pocket logic changes late, or reinforcement rules aren’t defined, bulk production drifts—then consistency breaks.
That’s why we run a structured development workflow that turns concepts into controlled production details. It covers concept development, structural design, pattern making, technical drawings, prototype sampling, and multi-round revisions when needed. Along the way, we align the build with the right materials and components—zippers, webbing, buckles, lining, and padding—so the final sample isn’t just good-looking, but truly production-ready.
For program buyers, this reduces back-and-forth, shortens the path to an approved sample, and makes reorders more stable. In other words, the workflow is built for procurement reality: you need a clear path to approval, and a controlled path to consistent bulk output.
To start efficiently, email your RFQ pack and reference photos and we’ll reply with the fastest feasible route. When email is easiest for file exchange, use info@jundongfactory.com.
Stress-Zone Engineering for Real Load Paths
Most industrial carry bag failures show up in the same four stress zones: handle roots, strap anchors, base corners, and zipper ends. That’s why “thicker fabric” isn’t a durability strategy. What actually holds up in daily use is load-path engineering—how force travels through webbing, seams, reinforcement layers, and panel architecture during lifting, dragging, and repeated opening.
When these stress zones aren’t engineered and clearly documented, bulk production can drift in small ways that create big failures. Reinforcement patches get reduced, stitch routing changes, or hardware is substituted due to availability. The result is predictable: early wear and field failure.
We use a practical stress-zone mapping approach to translate your load target and real handling behavior into a repeatable reinforcement plan—one that production can execute consistently from sample to mass production, and keep stable for reorders.

Protection & Interiors That Prevent Damage

For industrial carry bags used with instruments, devices, or precision tools, durability alone is not enough. Many damage claims come from internal movement: the device shifts, edges rub, and impacts happen inside the bag during transport.
To prevent that, internal protection must be designed as a complete system—padding placement, internal fixation, compartment logic, and shape retention—so the bag protects the equipment without becoming bulky or slow to access.
We support structured design and component matching, including lining and padding selection, zipper and hardware matching, and special material sourcing such as EVA, neoprene, and PVC when appropriate. Just as important, we align packaging with protection. If hardware presses into panels during shipment, it can create dents that look like defects and trigger avoidable returns. A solid packaging plan includes hardware isolation, orientation control, and, when needed, unit protection for scuff-prone surfaces.
Once the interior system is defined, we lock it into technical drawings and sample approvals, then verify repeatability in bulk so production stays consistent from the first shipment through reorders.
QC System: Incoming, In-Process, Final Tests
Industrial programs do not tolerate “mostly okay” quality. One weak batch can trigger returns, negative field feedback, or even a re-tender. That’s why a dependable industrial carry bags supplier must run quality control as a system: incoming material inspection, in-process quality control, and final product inspection—supported by functional checks that reflect real use.
Where the application requires it, we also support durability testing and load and stress testing, and we can prepare inspection reports for procurement records. These controls matter most at stress zones and functional interfaces, including reinforcement placement, stitch routing, zipper smoothness, buckle locking, and dimensional consistency for kits and multi-SKU deployments. When these items are verified at defined checkpoints, bulk output stays stable and rework stays low.
For an efficient kickoff, send your RFQ and reference photos and ask for a QC checkpoint list aligned to your bag type. When file exchange is easier by email, use info@jundongfactory.com—we’ll reply with a practical build-tier plan and the checkpoints that protect bulk consistency.

Industrial Logo Branding: Durable, Clear, Compliant
Industrial carry bags often represent a program—for service teams, equipment kits, or multi-location deployment. In this context, branding must be durable and readable, not fragile decoration. That’s why a qualified industrial carry bags supplier should help you choose logo methods that fit the material system, the cleaning method, and the expected handling cycle.
We support logo placement consulting, size and proportion optimization, and multiple logo techniques such as screen printing, heat transfer, emboss/deboss, woven labels, rubber/PVC patches, and metal plate logos. The goal is simple: your brand is recognized in the field, and the logo stays consistent from sample to mass production.
To achieve that consistency, logo decisions for industrial projects should follow durability logic. A logo that looks premium in the office can fail under oily wiping, outdoor exposure, or high-friction handling. For that reason, we recommend selecting logo methods based on surface type and real maintenance habits, so performance matches daily use—not just the first impression.
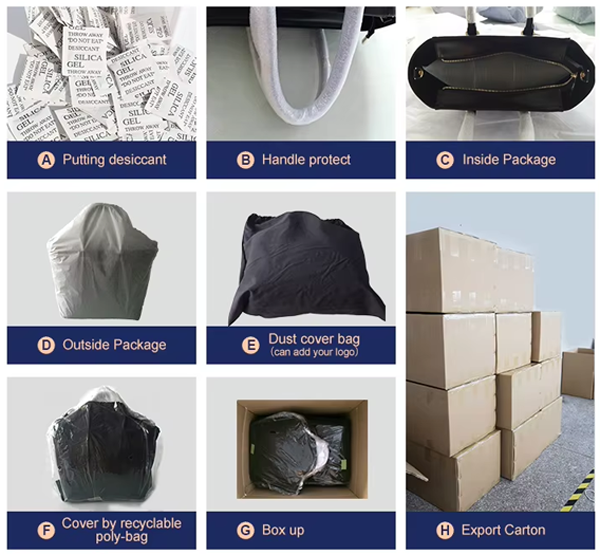
Packaging & Labels for Fast Receiving
Industrial carry bags are often shipped in bulk and used immediately for deployment—for kits, service teams, warehouse distribution, or multi-site programs. That means packaging is not an afterthought. It directly affects damage claims, receiving speed, and whether operations can deploy on time.
Many common failures are avoidable when packaging is planned early. Examples include hardware pressing dents into panels, surface scuffing during transit, mixed SKUs arriving without clear labels, or cartons collapsing under heavier unit weights. When these issues happen, the “real cost” shows up as rework, delays, and preventable returns.
We support program-oriented packaging options, including individual polybags, custom packaging bags, color boxes, gift boxes, and practical inserts such as hangtags, labels, instruction cards, and warning labels. The goal is simple: your shipment arrives clean, organized, and ready to distribute—with fewer claims and faster receiving.

Compliance & Export Support for On-Time Delivery
For international procurement, compliance is not a slogan. It’s a practical requirement that affects shipment clearance, labeling acceptance, and channel eligibility. Depending on the destination and application, industrial carry bag programs may require export packing compliance, product labeling compliance, and other market-specific rules.
When key details are missing, delays and added costs follow. Missing documents or incorrect HS codes can hold shipments, trigger rework, and create avoidable fees—especially when timelines are tight.
We support export-oriented manufacturing and provide compliance assistance, including documentation preparation and HS code support, along with guidance for market-specific requirements. The goal is to help your team ship with fewer surprises, protect on-time delivery, and reduce compliance-related disputes across multiple markets.
Multi-SKU Planning for Stable Reorders
Industrial carry bag programs rarely stay as one SKU. Once deployment expands, teams request variations—different pocket maps, sizes, color coding, role-specific kits, or accessory pouches. Without disciplined production planning, multi-SKU orders can trigger delays and inconsistencies: wrong components, mixed labels, or uneven workmanship across styles.
To prevent that, we support flexible production scheduling, multi-product order management, and capacity planning. This helps program buyers run trial orders, scale up smoothly, and keep specs consistent across reorders. When rollout timelines require staged delivery, we also support partial shipments or mixed shipments so deployment stays on track.
This is where a true supplier becomes a program partner. The goal is not only to make one good bag, but to keep the entire program stable as it grows. If you share your SKU list and rollout plan, we can propose a practical production and shipment route aligned to your timeline and budget.

Procurement Toolkit: RFQ, Build Tiers, FAQ

A high-performing industrial carry bag page should not only describe products—it should help buyers decide. Procurement teams need a clear RFQ checklist, a transparent build-tier comparison, and short answers that reduce risk before sampling.
That’s why this section is structured for Google indexing and AI citation: organized lists, decision tables, and direct answers that are easy to reference. Use it internally to compare suppliers, or send it to us to speed up quoting.
When requirements are clear upfront, we can propose the right material system, stress-zone reinforcement, and QC checkpoints faster—reducing revision rounds and improving the odds of a smooth bulk rollout.
If you want the fastest quote route, email your RFQ pack to info@jundongfactory.com and ask for “build-tier options and stress-zone map” in the first reply.
Logistics Options for Global Program Rollouts
Industrial carry bag programs often run on deadlines—field deployment dates, warehouse replenishment cycles, or customer onboarding schedules. That’s why shipping is not just “send cartons.” It’s a risk-control process that directly affects on-time rollout, receiving efficiency, and total landed cost.
Many delays come from issues that can be prevented early: unclear carton marks, mixed SKUs packed without separation rules, overweight cartons that increase damage, or missing documents that slow clearance. When any of these happen, the rollout plan slips and receiving time goes up.
We support practical delivery planning, including sea freight, air freight, and express options when needed, plus staged or partial shipments for rollout-based projects. Our focus is to help your procurement team plan pack-out, labeling, and shipment sequencing early—so delivery stays predictable and the receiving team can process inventory with less friction.

Order Updates, Issue Closure, Stable Reorders

For industrial procurement, “service” means measurable control: clear timelines, predictable progress updates, and fast issue closure when something deviates. Program buyers care about stability because the real cost often shows up after delivery—receiving errors, field complaints, or unexpected rework.
That’s why we support order tracking, production progress feedback, and responsive after-sales support as part of the manufacturing partnership, with a focus on keeping specifications stable for reorders. When a buyer runs multi-SKU programs, even small changes can create large operational confusion across teams.
Our approach is straightforward: lock the spec early, confirm checkpoints during production, and keep communication structured so your internal stakeholders—procurement, operations, and warehouse—stay aligned from production through replenishment.
Why Jundong: Verifiable Procurement-Ready Capability
Procurement teams don’t need marketing language. They need verifiable capability—how a supplier controls durability, consistency, and delivery across multiple orders. For industrial carry bags, credibility comes from process, not promises: structured development, component matching, defined QC checkpoints, and program-ready packaging.
Jundong operates as an OEM/ODM manufacturer in Guangdong, with production scale and inspection staffing that support stable execution. To make evaluation easier, we back industrial programs with practical tools buyers can use: an RFQ checklist, build-tier options, a stress-zone map, and spec-lock controls for reorders.
The goal isn’t to “sell a bag.” It’s to reduce risk and keep bulk quality aligned with the approved sample, while supporting reliable replenishment cycles as your program expands.

Make A Sample First?
See your idea come to life before mass production.
At Jundong Factory, we offer free design mockups and custom samples to ensure every detail is perfect — from material and color to logo placement and stitching.
Start your project with confidence today: info@jundongfactory.com.
Industrial Carry Bags FAQs
What should we send for an accurate industrial carry bag quote?
The fastest accurate quote comes from a complete RFQ pack that defines use, risk, and packaging—so we don’t “guess” and price the wrong build tier. For an industrial carry bag or industrial kit bag, please include: the exact use case (tools, instruments, service kit, documents), target load (normal and maximum), and the working environment (dust, oil, moisture, outdoor exposure). Add size requirements, access logic (top-open/side-open/quick pocket), and an interior layout reference (compartments, sleeves, fixation, bottom cushioning).
Branding details also change cost: logo method preference (woven label, rubber patch, screen print, heat transfer), placement, and color references. Packaging and receiving rules are equally important for procurement: unit protection (polybag), barcode/label position, carton marks, mixed-SKU separation, and inserts (instruction cards/warning labels). Finally, provide your order plan (pilot qty, bulk qty, and reorder rhythm).
This information lets us recommend a stable material system, a clear stress-zone reinforcement map, and a QC checkpoint list—so your sample approval and mass production align with fewer revision rounds.
How do we choose the right build tier for industrial carry bags?
Choose your build tier by handling frequency and failure cost, not by “fabric thickness.” Industrial buyers often under-spec the stress zones (anchors, corners) and overpay later in returns and downtime. Start with two questions: (1) How often is the bag lifted, dragged, and opened each day? (2) If it fails, is it replaceable, or does it stop a workflow? Then select a tier that changes structure where it matters: reinforcement coverage, base architecture, and hardware standard.
Use this quick tier table in procurement reviews:
| Tier | Best for | Key structural upgrades | Risk reduced |
|---|---|---|---|
| Standard Heavy-Duty | moderate daily use | basic stress-zone reinforcement | general wear |
| Reinforced Industrial | high-frequency handling | larger reinforcement map + stronger base | tear-out risk |
| Protection-Focused | devices/instruments | padding map + fixation + shape retention | damage claims |
When comparing suppliers, ask them to state what changes in each tier (patch size, stitch rules, zipper spec, base material) and what QC checkpoints verify it. A tier is only real if it is measurable and repeatable in bulk production and reorders.
What is your MOQ for custom duffel bags?
Preventing anchor failure requires a controlled load path and a locked stress-zone reinforcement map, not just stronger webbing. Most tear-outs happen when force concentrates at a small stitch area or when reinforcement patches drift in bulk production. We treat handle roots and strap anchors as engineered zones: define reinforcement range, layer stack, stitch routing, bartack positions, and edge finishing so the load spreads into stable panels.
Procurement should verify three things in the sample: (1) visible reinforcement coverage on the inside, (2) consistent stitch density and routing at both sides, and (3) hardware mounting that stays aligned under angled loads. During mass production, the key control is in-process QC—checking reinforcement placement before final closing, so mistakes don’t get hidden.
If your program carries sharp or dense tools, we also recommend controlling internal movement with dividers or fixation so sudden shifts don’t shock-load the anchors. The goal is repeatable durability: the same reinforcement geometry and stitch logic applied across bulk and reorders, backed by checkpoints instead of memory.
How do you reduce zipper failures (jamming, end splitting) in industrial environments?
A procurement-safe approach is to define the zipper specification (type, size, puller style), the opening path (top/side), and the expected cleaning method. Then reinforce the zipper ends with controlled stitching and reinforcement patches, and verify smooth operation under load—not just when the bag is empty. For high-abrasion or dirty environments, consider design choices that reduce zipper stress: a larger opening radius, less tension at corners, and an internal layout that prevents overstuffing.
During production, zipper issues often come from small drift: seam allowance changes, zipper tape not held flat, or end stops not seated consistently. That’s why in-process QC at zipper ends matters. Buyers should request close-up photos of end reinforcement and a functional check standard (defined open/close cycles) before bulk is released.
Can you support multi-SKU programs and staged/partial shipments for rollout schedules?
Yes—multi-SKU and staged shipment support is practical when the program locks label rules, carton separation, and a clear pack-out map before production starts. Industrial programs often expand into variants: size changes, pocket maps, color coding, or role-based kits. Without planning, mixed SKUs create receiving errors and delays.
Procurement should start by grouping SKUs by shared components (fabric, zipper type, hardware set) to stabilize batching. Next, define unit labels and carton marks: SKU code, barcode placement, destination/site code, and carton numbering. For mixed cartons, confirm the inner separation method and include a carton SKU map that the warehouse can follow.
For rollout schedules, staged shipments reduce risk: ship the first batch once the spec is locked and QC checkpoints are verified, then release later batches under the same spec package. This supports deadlines without sacrificing consistency. Buyers can also request pre-shipment photo sets by SKU to confirm labeling and pack-out before containers close.
What QC standard should procurement use (AQL, checkpoints) for industrial carry bags?
A practical QC approach combines AQL sampling with mandatory process checkpoints at failure-critical zones—because structural defects are best prevented, not “found” at the end. For industrial carry bags, procurement should define inspection scope in three layers: incoming material checks, in-process checks (stress zones), and final inspection (dimensions, function, packing).
AQL alone can miss structural drift if the wrong items are sampled. That’s why we recommend naming the must-check points: reinforcement placement at handle roots and strap anchors, base corner build, zipper-end reinforcement, stitch routing, and functional checks for zippers/buckles under load. If the bag is used for tools or devices, add an interior checklist: compartment accuracy, fixation strength, and bottom cushioning.
For program buyers, request an inspection report format that records component batches, checkpoint photos, and pass/fail notes tied to the locked spec package. This makes reorders easier and disputes clearer. When suppliers can explain QC in this structured way, procurement gains predictable quality instead of relying on promises.
How do we select the right material system for industrial carry bags (durability, cleaning, and cost)?
The best material choice is a system decision—outer, lining, webbing, base, and zipper/hardware—matched to your wear mode and cleaning method, not a single “strong fabric.”
Start by defining how the bag fails in real use. Is it dragged on concrete, wiped with oil, exposed to warehouse dust, or used in outdoor moisture? Once the failure pattern is clear, you can choose materials that target that risk directly. For high abrasion, prioritize a tougher base and reinforced corners instead of simply thickening the body fabric. For oily environments, an easy-clean surface can reduce maintenance time, but it only works when you define the wiping frequency and the chemicals used, so performance expectations stay realistic.
Next, balance performance with usability and cost. Added reinforcement can increase weight, raise shipping cost, and reduce comfort in daily handling. If shape retention matters for organized kit deployment, use structured layers or panels in key areas rather than over-padding the entire bag.
Finally, align the components so the whole build performs consistently. Even the strongest fabric can fail early if webbing, thread, zippers, or buckles are under-specified or inconsistent in bulk.
A dependable supplier should propose two or three material systems (cost-efficient, balanced, high-performance) and explain the trade-offs in plain terms: expected durability life, cleaning behavior, surface scuff risk, and bulk consistency risk. That way, you can compare options objectively instead of relying on vague labels like “premium” or “heavy-duty.”
What is the real difference between “water-resistant” and “waterproof” industrial carry bags?
“Water-resistant” means the bag reduces water penetration under light exposure. “Waterproof” requires a controlled barrier at seams, zippers, and openings. Because of that difference, procurement should define the exposure level and acceptable leakage risk before choosing a build.
Many industrial carry bags are used in mixed conditions such as warehouse moisture, short outdoor transfers, or wet ground contact. In these cases, a water-resistant system (coated fabric, protected base, and smart construction) is often the most cost-effective option.
True waterproof performance usually needs seam sealing, waterproof zippers, and controlled opening design. These add cost and can reduce serviceability, especially when the bag is opened frequently in dirty environments. To select the right level, procurement should specify the exposure scenario (rain splash vs. submersion), expected duration, and whether the contents include sensitive electronics or instruments. Once those requirements are clear, the material and construction choices become straightforward.
| Requirement | Typical build | Best for |
|---|---|---|
| Water-resistant | coated fabric and reinforced base, with a standard zipper protection | short outdoor transfers |
| Enhanced resistance | tighter construction, flap design, and higher-grade zippers | frequent moisture contact |
| Waterproof-oriented | seam sealing, waterproof zipper, and controlled openings | sensitive instruments |
A good supplier will clarify boundaries and recommend a build that matches your risk, rather than overselling “waterproof” without defining testing conditions.
How can procurement reduce shipping damage and receiving mistakes for industrial carry bag programs?
You reduce shipping and receiving risk by locking pack-out rules, label and barcode standards, and carton weight limits before mass production. When these rules are set early, packaging becomes a controlled process instead of a last-minute scramble. Industrial carry bags often ship heavier per carton and may include metal hardware, which can cause dents or scuffs during transit. Unit protection (a polybag or protective wrap) matters most for scuff-prone surfaces, and hardware isolation prevents pressure marks on panels.
To improve receiving efficiency, define whether cartons are single-SKU or mixed-SKU. Mixed cartons require inner separation and a clear carton SKU list so warehouse teams can sort fast without guesswork. Carton marks should include SKU code(s), quantities, destination or site code, carton number, and any handling notes. Unit labels should also follow a consistent barcode placement rule so warehouses can scan without repacking.
Procurement should request a pack-out standard sheet from suppliers and approve it the same way you approve a spec document. This one page often saves hours of warehouse labor and reduces chargebacks or disputes. If your rollout is staged, align pack-out with partial shipments so the first wave arrives fully deployable.
When should we request a PP sample (pre-production sample) for industrial carry bags?
Request a PP sample when the program has high failure cost, strict consistency needs, or complex packaging and labeling. A PP sample verifies that the locked spec can be executed under real production conditions. Prototype samples prove the concept. PP samples prove repeatability. For industrial carry bags, PP samples are recommended when the bag carries sensitive instruments/devices, the build includes a reinforced base and multiple anchors, you have multi-SKU kits with barcode rules, or your channel has strict receiving requirements.
A PP sample should be made with production-intent materials and the confirmed reinforcement map. It should follow the same stitch rules, hardware, and labeling/pack-out logic planned for bulk. Procurement can then use the PP stage to verify stress-zone placement accuracy, zipper-end finishing consistency, functional checks under load, and packaging/label execution (including unit label position, carton marks, and inserts).
This step reduces the risk of “approved sample but bulk drift”, especially when materials come from multiple batch sources or when the production line must coordinate multiple SKUs. If timelines are tight, PP can be combined with an early small-batch release, but only after spec lock and checkpoint verification.
What export compliance and documentation details should procurement confirm (labels, HS code, inserts)?
Confirming export compliance early prevents clearance delays and costly relabeling. To make that possible, procurement should lock label content, country-of-origin requirements, HS code direction, and any required inserts before production starts. Industrial carry bag programs often ship into multiple markets and channels, and one label rarely fits all.
Start by defining which destinations require warnings, instruction cards, or specific carton marks. If barcodes are required, lock the format and placement so warehouses can scan immediately without repacking.
Next, align on HS code direction with your broker or freight partner early. Suppliers can support documentation preparation, but procurement should confirm the final HS code direction used for customs entry. In parallel, confirm packaging compliance, including carton marks, inner pack separation for mixed SKUs, and any restrictions on materials or labeling language.
A procurement-safe workflow is: destination list → label and inserts list → pack-out standard sheet → document checklist → shipment. When these steps are clear, suppliers can execute faster and you avoid last-minute changes that delay departure. If you have an internal compliance checklist, sending it upfront reduces risk and improves quoting accuracy.
What is a smart first order strategy for industrial carry bags?
A smart first order is a risk-reduction pilot. The purpose is to validate structure, workflow, and repeatability before scaling to bulk. For industrial carry bags, the biggest hidden cost is not unit price. It shows up later as field failure, receiving confusion, and approved sample vs. bulk drift.
Start by confirming one reference SKU and locking the stress-zone reinforcement map for handle roots, strap anchors, base corners, and zipper ends. At the same time, define the full material system, including outer material, lining, webbing, and hardware. With those basics controlled, the pilot order can be sized to reveal real defects, such as zipper jamming in dust or oil environments, base abrasion on concrete, strap anchor pull under uneven loads, and packaging scuffing during transit.
For program deployment, plan the pilot as a complete chain. Lock pack-out rules, labels and barcodes, carton marks, and required inserts such as instruction cards. This keeps the pilot focused on operational fit, not just product appearance.
After pilot feedback, scale into bulk with a clearer spec lock, more stable component batching, and higher operator familiarity. These steps typically improve consistency and reduce defect rates. If timelines are tight, use staged shipments so the first rollout launches on time while the remaining volume follows the same locked spec.
Everything You Need to Know Before Customizing Your Bags
Industrial carry bag sourcing decisions are rarely based on appearance alone. For you, effective procurement depends on clear answers around load target, stress-zone reinforcement, material system vs. environment, cleaning method compatibility, internal protection and compartment logic, MOQ vs. scale pricing, lead time, multi-SKU control, labeling and carton marks, and reorder stability. This FAQ section is designed to address these operational questions upfront, helping you evaluate supplier fit quickly while reducing unnecessary internal back-and-forth.
We recommend structuring FAQs around real procurement triggers: what information is required to start sampling, how to prevent sample-to-bulk deviation, how to plan staged rollouts across teams or sites, and which QC checkpoints protect long-term consistency. When written clearly, these FAQs also support long-tail search intent, such as “industrial carry bag manufacturer,” “tool carry bag supplier,” “instrument carrying case OEM,” “heavy duty equipment bag wholesale,” or “custom field service tool bag.”
For a quick evaluation, you can share your use environment, cleaning method, load target, and equipment list by email. Our team will review your requirements and provide structure recommendations, material direction, and a realistic development route to support your industrial carry bag program.
