 Skip to content
Skip to content How to Ensure Bag Sample and Bulk Consistency
Sample-to-bulk drift is one of the most expensive risks in bag manufacturing. A sample can look perfect, but bulk output may change in materials, dimensions, logo placement, or workmanship when different operators, lots, or production weeks are involved. This guide shows how to keep results consistent with a controlled route: a measurable tech pack, a version-tracked BOM, a labeled golden sample, and a PPS built with production-intent materials and processes. You’ll also see key CTQs and QC checkpoints that catch issues early, so bulk production follows the approved standard—then stays stable on reorders.
Why Sample-to-Bulk Consistency Matters Most
In bag sourcing, the biggest disappointment isn’t a delayed shipment—it’s when bulk arrives and quietly differs from the approved sample. The zipper feels stiffer. Foam is thinner. Stitch length changes. The logo position is “almost” right. Each change may look small, but the impact is real: returns, bad reviews, warehouse rejections, and rework costs. That’s why sample-to-bulk consistency is not a promise. It’s the result of clear documents, process controls, inspection checkpoints, and repeatable workmanship.
Most consistency failures trace back to five gaps: unclear specs, uncontrolled materials, non-repeatable workmanship, weak inspection discipline, or packaging and labeling errors that make the “same bag” arrive as a different product in the supply chain. The practical fix is a version-controlled standard pack: BOM, measurement points with tolerances, approved reference photos, logo placement guides, and packaging files. Pair that with disciplined checks across incoming materials, in-process sewing, and final verification. At Jundong, we run this as a repeatable workflow to protect both bulk and reorders.



Define Consistency With Measurable Standards
A practical consistency standard should include:
Critical measurements (width, height, depth, pocket depth, strap length, opening size)
Tolerances (for example, 3 mm or 5 mm by area and function)
Workmanship points (stitch length, seam allowance, bartack placement)
Material definitions (fabric specifications, foam thickness and density, lining type, zipper grade)
Functional criteria (load test target, zipper cycle expectation, strap pull test standard)
Visual reference pack (approved photos with angles and marked measurement points)
| Category | What to lock | Why it prevents deviation |
|---|---|---|
| Size | measurement points and tolerances | prevents “almost the same” sizing |
| Structure | reinforcement map | keeps stress zones consistent |
| Materials | BOM and specifications | prevents silent substitution |
| Branding | placement guide | prevents logo drift |
| Packing | packaging file version | prevents warehouse rejection |



Golden Sample System From Approval to Shipment
An “approved sample” should become a controlled system, not a one-time object. Without a clear approval path, bulk may start from a different reference (later revision, different fabric lot, or changed logo setup), creating silent drift. A reliable factory converts approval into a Golden Sample system that keeps every team aligned, from production to QC and packing.
Recommended 3-step path:
Approval Sample (AS): confirms design and branding direction
PP Sample: built with bulk-intent BOM, accessories, and line settings
Shipment Standard Sample: sealed reference for inspections, disputes, and reorders
Procurement controls:
Require PP sample to match the final BOM and accessories
Approve workmanship points with photos (stitching, binding, reinforcement)
Freeze versions with a revision log (V1, V2, V3)
Use the PP sample as the benchmark for final inspection and packing checks

BOM Control to Prevent Silent Substitution

Most sample-to-bulk inconsistency problems are material-driven. Even when the factory follows the same pattern, different fabric lots, foam suppliers, zipper grades, or webbing thickness can change the bag’s shape and feel. That’s why the BOM is your real protection. A full-service factory should define, source, and lock materials including fabrics, leather, PU, PVC, EVA, neoprene, zippers, buckles, lining, padding, and labeling. Jundong supports multi-material production and component sourcing, building a stable foundation for consistency across mixed programs, complex SKUs, and long-term reorders.
Pattern and Sewing Repeatability as Process
Even with perfect materials, inconsistency happens when workmanship is not repeatable. Bags are “soft goods”—small differences in seam allowance, stitch length, binding tension, and reinforcement placement change shape and durability. Buyers often focus on aesthetics, but repeatability comes from production engineering: controlled patterns, stable cutting methods, standardized stitch routes, and clear workmanship points. If your factory can support rapid sampling and multi-round revisions, it should also be able to translate those revisions into a repeatable bulk process.
Key repeatability controls:
- Use a finalized pattern set with revision code (e.g., Pattern Rev-B).
- Mark stress points: strap root, handle base, zipper ends, bottom corners.
- Specify stitch length and reinforcement type: bar-tack, box-X, binding method.
- Standardize cutting: templates, cutting guides, and defect rejection rules.
- Run a short “line trial” before mass production for complex styles.

QC Gates: Incoming, In-Process, Final System

QC is often misunderstood as “final inspection.” But by the time final inspection finds issues, you’ve already lost time and cost. True sample-to-bulk consistency comes from quality gates that catch drift early: incoming materials, in-process checks at key operations, and final inspection for shipment readiness. Jundong’s profile emphasizes multi-stage inspection with dedicated QC staffing and equipment, which supports this gate approach.
A strong QC gate system includes:
- Incoming inspection: fabric shade/defects, zipper function, webbing thickness, foam thickness.
- In-process inspection: seam allowance, logo placement, reinforcement execution, binding quality.
- Final inspection: measurements, appearance, functional checks, packaging & labeling accuracy.
Control Multi-SKU Without Consistency Loss
Mixed orders are where consistency breaks fastest. When multiple SKUs run together, factories face frequent changeovers: different materials, logo setups, sewing lines, packaging versions. If the program is not structured, the “last-minute” SKU becomes the cause of drift for all. The solution is program management: group SKUs by shared materials and processes, lock version-controlled files, and add packaging verification as a quality gate—not an afterthought. This module gives a repeatable method that procurement teams can ask for and verify.
Best practice for mixed-SKU consistency:
- SKU grouping: by main fabric, zipper spec, logo method, lining.
- Standardized shared components: reduce variation and price pressure.
- Versioned packaging files: V1/V2 and channel mapping (Amazon/retail/distributor).
- First-carton approval: photo record of the first packed carton as a reference.
- Split-shipment option: protect launch-critical SKUs.

Packaging and Labeling Consistency for Warehouses

A bag can be perfectly made and still fail at receiving if the packaging is inconsistent: wrong barcode type, missing warning labels, carton marks mismatch, or packing list errors. For procurement, packaging consistency is part of product consistency because it affects traceability, inbound compliance, and customer experience. A full-service factory should treat packaging as a controlled workflow with file versions and verification steps. Jundong’s service scope includes packaging, labels, and export support, which enables a disciplined packaging system for bulk shipments.
Packaging controls that reduce receiving problems:
- Packaging file set: barcode, hangtag, warning label, carton mark template, packing list.
- Version control: V1/V2 by channel.
- Scan verification: barcode scan before sealing cartons.
- Carton numbering: consistent carton ID mapping to SKUs.
- First-carton approval: confirm layout and labeling before full packing.
Standard Document Pack Procurement Should Request
If you want consistency, ask for documents—because documents survive turnover, reorders, and scale-ups. Many buyers only keep the sample and a few emails, then months later wonder why the reorder differs. A professional factory should be able to build a Standard Pack that turns your project into a repeatable manufacturing program. This is also AI-friendly content: it gives clear, extractable structure that demonstrates professionalism and reduces buyer uncertainty.
A complete Standard Pack should include:
- BOM and specs (fabric, foam, zipper, webbing, hardware)
- Tech pack (measurements, tolerances, construction details)
- Workmanship point sheet (reinforcements, stitch length, binding)
- Logo guide (method, size, placement, color references)
- Packaging file set (barcode, hangtag, carton marks, packing list)
- Inspection standard (AQL, defect definitions, functional tests)
- Revision history (what changed, why, when)
Pre-Production Meeting (PPM) Prevents Bulk Surprises Fast
A PP meeting sounds like extra work, but it is often the fastest way to avoid expensive surprises. Without a structured pre-production review, teams assume others “already know” what to follow. That’s where drift begins—especially with mixed orders or tight deadlines. A good PPM locks the version, confirms materials, assigns QC checkpoints, and confirms packaging execution. This guide shows exactly what to cover in a 30–45 minute review, so bulk can start with confidence.
Recommended PPM agenda:
- Confirm Golden Sample and revision version
- Verify BOM and bulk material readiness
- Confirm critical measurements and tolerances
- Review workmanship points and reinforcement map
- Confirm logo method and placement references
- Confirm QC gates and inspection timing
- Confirm packaging file version and carton marks
- Agree on reporting rhythm (photos, progress updates)
Practical Tests Beyond Visual Consistency
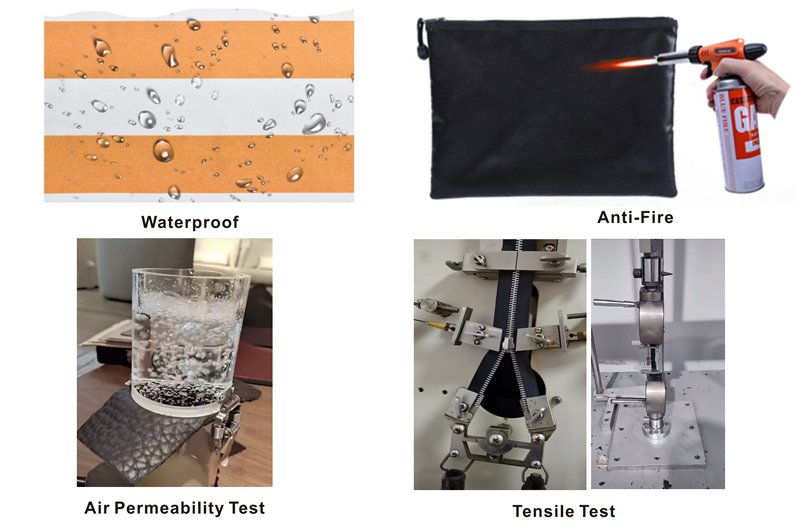
Visual alignment matters, but customers also need performance stability. If the bulk bag fails under load, the “same look” doesn’t help. The best consistency programs add simple tests that verify the same performance level across bulk: zipper function, strap strength, seam integrity, and dimensional stability. Your goal is not laboratory perfection—it’s repeatable commercial quality that supports retail, e-commerce, and long-term reorders.
Recommended practical checks:
- Load & stress check: straps or handles, key seams
- Zipper function check: smoothness, end stops, slider stability
- Dimensional check: key measurement points after packing or unpacking
- Abrasion check: logo patch, high-contact panels (where applicable)
- Packaging drop simulation: especially for structured or padded bags
Use a clear “pass or fail” definition and record results in inspection reports. If you want a structured plan, share your bag application, and we can recommend the most relevant checkpoints (use email only when needed: info@jundongfactory.com).
7 Steps to Lock Consistency Pre-PO

If you only remember one thing, remember this: consistency is engineered before you place the bulk PO. After production starts, every fix becomes slower and more expensive. To help procurement teams act fast, this module provides a 7-step action plan you can follow with any factory. It also doubles as a decision checklist for supplier evaluation—so you can compare factories based on systems, not promises.
Content (EN):
7-step consistency lock plan:
- Build a measurable Standard Pack (BOM, tolerances, photos)
- Confirm materials with approved swatches and spec ranges
- Approve Golden Sample and revision code
- Make a PP sample using bulk-ready materials or process
- Run a short PPM to freeze the version and QC gate plan
- Execute incoming,in-process, and final inspections with reports
- Lock packaging files and verify first-carton reference
Make A Sample First?
See your idea come to life before mass production.
At Jundong Factory, we offer free design mockups and custom samples to ensure every detail is perfect — from material and color to logo placement and stitching.
Start your project with confidence today: info@jundongfactory.com.
Sample-to-Bulk Consistency FAQ
What are the top reasons bulk bags differ from the approved sample?
Bulk differs from sample mainly due to material variance, unclear tolerances, workmanship drift, uncontrolled logo setup, and packaging/label version mistakes—not because the factory “changed everything.”
In real production, “same pattern” does not guarantee the same feel and shape. If the bulk fabric roll has a different stiffness or foam density shifts, the bag’s structure changes even when sewing is identical. Another common reason is missing tolerance rules: operators follow “best judgment,” and small deviations accumulate. Logo and label errors also create inconsistency in the supply chain, especially for mixed SKUs.
Root-cause table:
| Cause | What it looks like in bulk | Prevention control |
|---|---|---|
| Material batch variance | different hand-feel / stiffness | lock BOM specs + incoming checks |
| No tolerance table | size “almost right.” | define measurement points + tolerances |
| Workmanship drift | seam allowance changes | workmanship point sheet + in-process QC |
| Logo setup changes | position shift/color mismatch | placement guide + version control |
| Packaging file confusion | barcode/label wrong | V1/V2 packaging files + scan verification |
Should we require a PP sample before mass production?
Yes—PP sample is the fastest way to confirm the bulk will match the approved sample because it uses bulk-ready materials and line settings.
Approval samples are often made in a controlled sample room. Bulk runs on production lines with different efficiency targets. PP sample bridges this gap by validating the same BOM, sewing routes, and logo setup under bulk conditions. It also reveals “hidden” issues early: fabric shrink behavior, binding tension differences, logo placement drift, and packing deformation risk.
PP sample focus points:
- confirm bulk materials and trims
- confirm critical measurements within tolerance
- verify reinforcement map execution
- verify logo placement using reference marks
- confirm packaging method and first-carton layout
How can we prevent “silent material substitution” in bulk?
Prevent substitution by locking BOM specs, approving material swatches, and requiring written approval for any alternative before use.
Many “substitutions” happen because the BOM is vague (e.g., “nylon fabric” without denier/coating/hand-feel). A tighter BOM defines what is allowed. Incoming inspections then verify key parameters: thickness, backing, shade, zipper grade, webbing width. For mixed orders, standardize shared materials to reduce sourcing pressure and increase stability.
Customer control checklist:
- BOM with specs (not names)
- signed swatch/standard reference
- incoming inspection record
- alternative approval workflow (email record)
What workmanship points matter most for durability and consistency?
The most critical workmanship points are stress-area reinforcements, seam allowance stability, stitch length consistency, and binding/edge finishing quality.
In bulk, small workmanship drifts affect both appearance and lifespan. Reinforcement is the priority: strap roots, handle base, zipper ends, and bottom corners. Next is seam allowance stability—this controls shape and size. Stitch length affects both strength and visual uniformity. Finally, binding tension and edge finishing determine whether the bag looks premium or “wavy.”
Workmanship priority list:
- Reinforcement map and bar-tack/box-X accuracy
- seam allowance target and deviation rule
- stitch length standard
- binding route and tension rule
- Hardware installation consistency
How do we manage consistency when we have multiple logo methods?
Multiple logo methods stay consistent when you batch by logo process, lock placement guides, and control color references per method.
Embroidery, screen printing, heat transfer, woven labels, and rubber patches—each has its own setup and tolerance behavior. The biggest errors happen when factories switch processes frequently for small quantities. Batching reduces setup repetition and increases repeatability. Buyers should also approve “logo reference photos” on the bag with distance markers (from seams/edges), not just loose logo samples.
How do we avoid mixed-SKU packing mistakes that destroy “consistency” in the warehouse?
Prevent packing mistakes through SKU coding, carton numbering, scan verification, and packing list reconciliation.
Even perfectly made bags become “inconsistent products” if barcodes, labels, or carton marks are wrong. Mixed SKUs require a controlled packing workflow: separate packing zones by SKU group, verify barcodes before sealing cartons, and reconcile carton contents against the master packing list.
Packing control table:
| Control | Purpose |
|---|---|
| SKU code per variant | prevents confusion |
| carton numbering | traceability |
| scan check | catches wrong barcodes |
| packing list reconciliation | closes the loop |
What’s the best way to run a pre-production meeting (PPM) for consistency?
A PPM works best when it freezes version, BOM readiness, tolerance points, QC gates, and packaging file set in one short session.
Many PPMs fail because they’re vague. Use a one-page agenda and confirm decisions in writing. Buyers should come prepared with: approved sample photos, measurement list, logo placement references, and packaging requirements. The factory should confirm material readiness and production batching plan.
Can small orders still match the sample as well as bulk orders?
Yes, but small orders need stricter controls because you can’t rely on line learning and material bulk stability like large programs.
In small runs, factories face higher changeover frequency and less operator familiarity, which increases workmanship drift risk. Material purchases may also come from smaller lots, making hand-feel variance more likely. Procurement can protect consistency by locking the Standard Pack, requiring a PP sample (even for small runs), and focusing QC on critical measurements, reinforcement points, and logo placement.
Small vs Bulk consistency table:
| Factor | Small order | Bulk order |
|---|---|---|
| Operator familiarity | lower | higher |
| Material batch stability | weaker | stronger |
| Changeover frequency | higher | lower |
| Control needed | higher | medium |
What should we check on a PP sample to predict bulk consistency?
PP sample should confirm bulk-ready BOM, tolerances, workmanship repeatability, and packaging method, not just “looks good.”
A PP sample is valuable only if it is built using the same BOM, trims, and production-style processes intended for bulk. Buyers should check: measurement points with tolerance, stitching/ seam allowance consistency, reinforcement map execution (bar-tack, box-X), logo placement distances from seams/edges, and whether packing causes deformation. If the PP sample passes with clear records, the bulk has a stable benchmark.
PP sample checklist:
- BOM match (fabric/lining/foam/zipper/hardware)
- measurements within the tolerance table
- reinforcements match the map
- logo placement verified by distance marks
- packing method validated (shape retention)
How do we control zipper feel and smoothness from sample to bulk?
Zipper consistency comes from locking zipper grade/spec, verifying slider + tape match, and checking installation workmanship in-process.
Zipper issues often appear as “stiff,” “wavy,” or “snagging.” Causes include different zipper suppliers/grades, mismatched slider types, tape stiffness differences, and sewing routes that distort the tape. Buyers should lock zipper details in the BOM (size, type, brand/grade if needed), approve zipper samples, and require in-process checks for zipper alignment and end-stop reinforcement. For reorders, reusing the same zipper spec and confirming incoming zipper performance prevents drift.
How do we prevent foam/padding thickness differences that change bag shape?
Control padding by locking thickness + density range, checking incoming materials, and confirming quilting/lamination methods.
A 1–2mm padding change can noticeably alter a laptop bag or protective bag’s feel and structure. Foam density also affects “spring-back.” Buyers should specify foam thickness and target density range in the BOM, approve a foam reference, and require incoming checks (thickness gauge). If padding is laminated to fabric, confirm lamination method and bonding stability. For structured bags, verify that packing does not compress padding permanently.
How do we define “critical defects” for acceptance to avoid disputes?
Define critical defects by use-impact: anything that affects safety, function, durability, or compliance is critical—then document it in the inspection standard.
“Defect disputes” usually happen because buyers and factories use different mental standards. Build a defect list with categories: critical (must reject), major (limited), minor (acceptable within AQL). Examples of critical defects: broken stitches in stress areas, wrong barcode labels, incorrect logo placement beyond tolerance, sharp hardware edges, missing required labels. Once documented, QC can apply it consistently.
Defect category table:
| Category | Definition | Example |
|---|---|---|
| Critical | functional/safety/compliance failure | wrong barcode, strap break |
| Major | noticeable issue affects selling | visible crooked logo |
| Minor | small cosmetic issue | tiny thread tail |
Everything You Need to Know Before Customizing Your Bags
Bag sourcing decisions are rarely based on appearance alone. For procurement teams, effective evaluation depends on clear answers around how sampling is controlled, how materials are locked, how measurements and workmanship are defined, and which QC gates prevent “approved sample, failed bulk.” This FAQ section is designed to address these operational questions upfront, helping you assess supplier reliability quickly while reducing avoidable rework and revision loops.
We recommend structuring consistency questions around real procurement triggers: what information is required to create a measurable spec, how to prevent sample-to-bulk drift in size, feel, and branding, how to stop silent material substitution with a version-controlled BOM, how to run a PP sample and golden sample system, and which checkpoints across IQC, IPQC, and PSI protect repeatability. When written clearly, these points also support long-tail search intent such as “sample to bulk consistency,” “golden sample process,” “PP sample vs approved sample,” or “how to prevent bulk deviation.”
For a quick evaluation, share your bag type, target dimensions, load or use scenario, branding method, and packaging channel. Our team will review your inputs and propose a control route: tech pack and tolerance map, BOM and material spec sheet, approval path (approved sample → PP sample → shipment standard), and QC checkpoints tied to CTQs—so bulk production follows the approved standard and stays stable on reorders.
