 Skip to content
Skip to content Best OEM Bag Factory for Custom Projects
Looking for the best OEM bag factory for custom projects? The right partner is not just a producer. It is a project execution team that can manage design feasibility, sampling speed, material matching, quality control, and repeat-order consistency. Jundong, based in Guangdong, supports B2B custom bag programs with a structured workflow, broad material capability, and factory-level production coordination—helping buyers reduce development risk, avoid sample-to-bulk drift, and move from idea to shipment with clearer control.
What Makes a Great OEM Bag Factory
The phrase “best OEM bag factory” is often used loosely. For B2B customers, the right question is more practical:
- Best for what type of project?
- Best for what volume range?
- Best for what complexity level?
- Best for what timeline and target market?
A factory that performs well for a simple promotional tote program may not be the right choice for a structured EVA equipment case, a multi-compartment medical bag, or a repeat-order lifestyle bag line that requires stable color and trim consistency. So, instead of judging a factory by one claim, customers should use a project-fit checklist.
Here is the core idea:
A strong custom bag OEM partner should reduce uncertainty before production starts.
That means the factory should be able to help answer questions like:
- Is the requested structure manufacturable at the target price?
- Is the selected material suitable for the use environment?
- Which components are most likely to cause delays?
- Which details need to be locked at the sample stage to avoid bulk drift?
- What approvals are needed before bulk cutting starts?
When a factory can answer these clearly, it saves customers time, protects margin, and reduces internal back-and-forth.
The 6 Criteria Customers Should Use
(1) Feasibility Evaluation Quality
A capable factory reviews your idea before quoting blindly. It checks whether your dimensions, compartment layout, load expectations, and finish details are realistic for the requested MOQ and price range. This is where many project failures start: not in production, but in poor early evaluation.
(2) Sampling Execution Speed and Accuracy
“Fast sampling” matters, but accurate sampling matters more. A sample delivered quickly but built with substitute materials, loose tolerance, or unconfirmed trim specs can create false confidence. Good factories provide sample progress updates and confirm key points early.
(3) Material & Component Matching Ability
Bag performance depends on a system, not one material. Outer fabric, lining, foam, zipper, webbing, buckles, and reinforcement methods must work together. A reliable OEM factory can recommend options based on use case, not just what is in stock.
(4) Bulk Consistency Control
Many buyers have experienced this problem: sample looks good, bulk looks different. The real test of a factory is whether it has a working process to control sample-to-bulk consistency through PP sample, process control, and final inspections.
(5) Communication and Project Management
Custom bag development is a coordination task. You may involve brand, sourcing, product, logistics, and compliance teams. A suitable OEM partner gives clear responses, tracks revisions, and organizes approvals instead of creating more confusion.
(6) Repeat-Order Reliability
The first order is only the start. If your product sells, the next challenge is repeatability. Can the factory maintain color, logo placement, dimensions, and structure? Can it handle mixed SKU replenishment? This is where long-term value appears.
Jundong’s positioning for custom B2B projects is built around structured team support (sales, development or design, sampling, manufacturing, QC) and broad material or product capability, which is exactly what custom projects need when requirements are not simple. The factory base and QC staffing scale also support a more process-driven approach rather than ad-hoc execution.



Who It’s For: B2B Customer Types
One reason supplier pages fail to convert is simple: they try to talk to everyone in the same way.
A serious OEM bag factory page should clearly identify who it serves and what type of projects it handles well. This helps customers self-qualify faster and increases trust, because the guide reads like a practical sourcing resource—not a generic brochure.
Based on Jundong’s capability direction (broad custom soft goods or bag categories, multi-material ability, team-based development, and QC support), the strongest-fit customer groups are typically B2B organizations that need customization and execution reliability, not just a low unit price. The company profile also shows a B2B-oriented positioning and factory-supported operations in Guangdong, which aligns with project-based export collaboration.
Typical Customer Types
1. Brand Owners and Private Label Customers
These customers usually care about:
- product differentiation
- logo presentation
- consistent quality across batches
- packaging and market positioning
- supplier responsiveness during development
They may launch lifestyle bags, travel bags, cooler bags, makeup bags, or category extensions under one brand. For them, a strong OEM factory needs both product execution and brand detail support.
2. Wholesalers, Importers, and Distributors
These customers usually care about:
- SKU breadth
- stable bulk production
- packaging efficiency
- repeat-order consistency
- practical cost control
They often need multiple styles in one sourcing cycle. This requires a factory that can coordinate mixed-product workflows and avoid communication breakdowns.
3. E-commerce Sellers and Growing DTC Brands
These customers often need:
- lower-risk MOQ planning
- faster sampling
- clearer cost breakdowns
- packaging suitable for e-commerce channels
- support for future scaling
Their first order may be smaller, but their requirements can be very detailed because marketplace reviews and customer feedback directly affect sales performance.
4. Corporate, Promotional, and Event Customers
These projects may include:
- campaign tote bags
- branded giveaway bags
- conference bags
- employee kits
- promotional packaging bags
What matters here is not only appearance but also deadline reliability, logo accuracy, and batch packing logic.
5. Functional or Industry-Specific Customers
This group includes customers for:
- medical bags
- tool bags
- EVA equipment cases
- emergency kits
- cooler or insulated bags
- field-use carrying systems
They often pay more attention to structure, compartments, materials, reinforcement, and the use environment. These projects require more technical communication and often benefit from factory-side development support.






Why Jundong: Factory Strength & Capacity
When customers compare OEM bag factories, they often focus too much on a single factor—usually price or lead time. But for custom projects, execution depends on a combination of capabilities. A factory may offer a low quote and still create delays if the internal workflow is weak. Another supplier may show good samples but struggle in repeat production if QC staffing or process control is not strong enough.
This is why factory evaluation should include three layers:
Operational base (people, facility, equipment)
Team structure (who handles development and coordination)
Execution discipline (QC and process checkpoints)
Jundong’s disclosed profile provides useful credibility anchors for this type of evaluation:
- B2B-oriented export supply and manufacturing positioning in Guangdong
- 600+ employees
- around 18,000 square meters factory scale
- 80 quality inspection staff
- professional equipment and inspection equipment
- broad material capability across fabric, leather (genuine, synthetic), PU, PVC, neoprene, plush
For B2B customers, these points matter because they signal system capacity, not just a sales promise.
Why These Factory Signals Matter in Real Projects
(1) Scale Supports Coordination
A larger operation does not automatically mean better quality. But for custom programs, a certain level of team and facility capacity makes a difference—especially when you need:
- multiple sample revisions,
- mixed SKUs,
- staggered shipments,
- or ongoing repeat orders.
(2) QC Staffing Signals Process Intent
Many suppliers say they care about quality. Fewer can show that quality is a major staffing investment. A dedicated QC team structure matters because custom bags are detail-sensitive products: logo placement, stitch quality, trim alignment, dimensions, and packaging all affect buyer satisfaction.
Jundong’s profile mentions 80 quality inspection personnel, which is a meaningful signal for customers evaluating process-driven control capability.
(3) Broad Material Capability Expands Project Fit
A custom bag factory becomes more useful when it can support different materials and product directions under one system. Jundong’s material range (fabric, leather, PU/PVC, neoprene, plush, etc.) indicates flexibility for buyers managing different product lines or testing category extensions.
This can be helpful for:
- lifestyle bags and accessories
- protective or functional soft goods
- promotional bags
- packaging bags
- category expansion projects needing multiple material options
(4) Team-Based Workflow Is More Reliable Than “Sales-Only” Factories
The provided company structure highlights functions such as foreign trade sales, product development or design, and professional sample room support, alongside manufacturing and QC. For custom projects, this type of structure is usually stronger than a supplier model where only sales communicates, and technical clarification comes late.


OEM vs ODM: Semi-Custom Route
One reason supplier pages fail to convert is simple: they try to talk to everyone in the same way.
A serious OEM bag factory guide should clearly identify who it serves and what type of projects it handles well. This helps customers self-qualify faster and increases trust, because the guide reads like a practical sourcing resource—not a generic brochure.
Based on Jundong’s capability direction (broad custom soft goods or bag categories, multi-material ability, team-based development, and QC support), the strongest-fit customer groups are typically B2B organizations that need customization and execution reliability, not just a low unit price. The company profile also shows a B2B-oriented positioning and factory-supported operations in Guangdong, which aligns with project-based export collaboration.
Typical Customer Types
1. Brand Owners and Private Label Customers
These customers usually care about:
- product differentiation
- logo presentation
- consistent quality across batches
- packaging and market positioning
- supplier responsiveness during development
They may launch lifestyle bags, travel bags, cooler bags, makeup bags, or category extensions under one brand. For them, a strong OEM factory needs both product execution and brand detail support.
2. Wholesalers, Importers, and Distributors
These customers usually care about:
- SKU breadth
- stable bulk production
- packaging efficiency
- repeat-order consistency
- practical cost control
They often need multiple styles in one sourcing cycle. This requires a factory that can coordinate mixed-product workflows and avoid communication breakdowns.
3. E-commerce Sellers and Growing DTC Brands
These customers often need:
- lower-risk MOQ planning
- faster sampling
- clearer cost breakdowns
- packaging suitable for e-commerce channels
- support for future scaling
Their first order may be smaller, but their requirements can be very detailed because marketplace reviews and customer feedback directly affect sales performance.
4. Corporate, Promotional, and Event Customers
These projects may include:
- campaign tote bags
- branded giveaway bags
- conference bags
- employee kits
- promotional packaging bags
What matters here is not only appearance but also deadline reliability, logo accuracy, and batch packing logic.
5. Functional or Industry-Specific Customers
This group includes customers for:
- medical bags
- tool bags
- EVA equipment cases
- emergency kits
- cooler or insulated bags
- field-use carrying systems
They often pay more attention to structure, compartments, materials, reinforcement, and the use environment. These projects require more technical communication and often benefit from factory-side development support.


Custom Bag Process: RFQ to Shipment
Below is a realistic project path for custom bag programs.
Stage 1: RFQ Intake and Feasibility Review
This stage is where project quality starts.
Customer sends:
- bag type
- dimensions
- reference images/sketch/tech pack (if available)
- target quantity (preferably by style/color)
- logo method request
- material direction (if known)
- packaging requirement (if known)
- target date/launchwith timing
Factory reviews:
- product feasibility
- route suggestion (OEM / ODM / semi-custom)
- material and construction considerations
- quote assumptions
- missing information list
Why this stage matters:
Poor RFQ clarity creates quote revisions and sample delays later.
Stage 2: Quotation and Development Route Alignment
At this stage, both sides align with what the quote includes.
This may include:
- pricing basis (material grade, quantity split, packaging assumptions)
- sample charges (if applicable)
- sample timeline estimate
- route confirmation (ODM, semi-custom, OEM)
- What is fixed vs pending
Stage 3: Material or Trim Direction and Sample Planning
Before the first sample starts, it is helpful to align the build system:
- outer material direction
- lining
- webbing
- zipper or hardware direction
- logo method
- key construction focus points
This stage does not always mean every part is fully locked. It means both sides have a working direction, so the sample reflects the intended product, not a random approximation.
Stage 4: Sample Development (Round 1)
The first sample usually tests:
- structure feasibility
- proportions
- compartment logic
- material behavior in real construction
- logo presentation feasibility
- basic function
This is not always the final visual standard. It is often the stage where the team learns what to adjust.
Stage 5: Feedback, Revision, and Approval Sample
This stage determines whether the project moves smoothly or gets stuck in loops.
Best practice:
- put feedback in one review sheet
- separate critical changes from optional changes
- confirm revised points clearly
- track version numbers or dates
An approval sample should be more than “looks okay.” It should support the pre-bulk lock stage.
Stage 6: Pre-Production (PP) Alignment and Bulk Booking
Before bulk starts, both sides should align a lock list.
Typical lock items:
- material and trims
- dimensions or tolerance focus
- logo method and placement
- colorway mapping
- packaging and labels
- QC focus points
- production timeline milestones
This is where many sample-to-bulk drift problems can be reduced.
Stage 7: Bulk Production and In-Process QC
Production execution is not only about output speed. It is also about controlling consistency.
Strong practice includes:
- in-process checks on key operations
- issue escalation before large quantities continue
- coordination between production and QC
- packaging readiness check before finishing the stage
Stage 8: Final Inspection, Packing Verification, and Shipment Handover
A strong final stage covers both product and packing logic:
- appearance and function checks
- dimensions or quantity verification
- label and barcode checks
- carton marks
- packing list alignment
- shipment handover preparation
For many customers, receiving-side issues begin here, not in sewing.


Material Choices: Cost, Performance, Brand Fit
The Material System
A practical bag material system includes:
- Outer Material
- Lining
- Padding or Support Material
- Webbing or Straps
- Zippers and Pullers
- Hardware (buckles, D-rings, adjusters, hooks)
- Reinforcement Areas
- Branding or Finish Method
- Packaging Method (affects final appearance too)
The right OEM factory should discuss these together, not only quote based on outer material and dimensions.
Outer Material: Appearance, Function, and Production Behavior
Buyers often begin here, which is normal. But the key is to evaluate outer material in three ways:
- visual effect (texture, gloss, color)
- use function (abrasion, wipeability, stiffness, flexibility)
- production behavior (sewing, folding, edge finishing, shape retention)
A material can look premium but become difficult in corners, curved seams, or structured panels. This is why sample-stage validation matters.
Jundong’s material range across fabrics, PU/PVC, leather-related options, neoprene, and plush supports wider route testing depending on product category and positioning.
Lining: Often Ignored, Often Critical
Lining affects:
- product feel
- interior cleanliness or user perception
- pocket usability
- print or logo inside the bag
- seam finish quality
- long-term wear behavior
Low-cost projects often under-spec the lining, then face problems such as poor user feel, easier tearing in stress areas, or inconsistent interior color.
Padding or Support Materials: Shape and Protection
Padding and support materials are often the difference between:
- a bag that collapses,
- and a bag that holds shape and protects contents.
This category may include foam, board, structured support layers, and local reinforcement materials. The correct choice depends on:
- whether the bag is soft or structured
- whether it carries fragile or heavy items
- how the bag is packed and shipped
Webbing, Straps, and Handle System
A bag may look good in photos but fail in use if the strap system is weak or poorly matched.
Customers should review:
- webbing width and hand feel
- attachment method
- stitch reinforcement at load points
- comfort considerations (for shoulder or backpack)
- colorfastness or visual consistency
This area strongly affects user satisfaction and return rates in many channels.
Zipper and Hardware: Small Parts, Big Impact
Zippers and hardware often create quality complaints because they combine function, finish, and assembly accuracy.
Review points:
- zipper type suitability for use environment
- smoothness and alignment
- puller strength or shape
- hardware finish consistency
- compatibility with brand positioning (basic vs premium feel)
Many “quality issues” are really specification mismatches, not random defects.
Reinforcement and Stress-Zone Design
A good bag factory should identify stress zones early:
- handle roots
- shoulder strap joins
- zipper ends
- bottom corners
- hanging points
- compartment separators (depending on structure)
Reinforcement decisions affect durability, cost, and sewing complexity. If this is discussed late, the project may face quote drift or sample rework.
Branding Method and Finish Compatibility
Logo methods (print, embroidery, metal plate, deboss, patch, label) interact with material and structure. A logo method that looks great on one surface may not perform well on another.
Customers should confirm logo choices in a real sample structure, not on a flat test only.
Material System and Cost Logic
If cost control is a priority, ask the factory for 3 options:
- Standard option (balanced)
- Cost-down option
- Premium option


Sampling Strategy: Reduce Revision Loops
Common Reasons Sampling Gets Delayed
Sampling delays usually come from one or more of these issues:
- Route not aligned (ODM vs semi-custom vs OEM confusion)
- RFQ input incomplete (missing size, material direction, logo method, qty split)
- Too many changes at once (structure, material, branding, and packaging all revised together)
- Feedback scattered across chat, email, and photos (hard to track)
- No priority ranking (critical issues mixed with optional improvements)
- Late changes after approval direction is set
- Unclear sample objective (is this for the structure test or final look approval?)
When these happen, the factory may still be working hard, but the project feels slow because decisions are not moving cleanly.
The Most Effective Sampling Framework
A useful framework is to treat sampling as 3 stages of decision-making, not one event.
Stage A — Feasibility Sample
Goal:
- verify structure logic
- test proportions
- identify construction risks
- check compartment usability
- test basic branding feasibility
This stage is not always the final color or material standard. It is mainly for product architecture.
Stage B — Revision Sample (Optimization Focus)
Goal:
- implement structured feedback
- fix critical issues
- improve fit, shape, compartment details
- refine material, trim choices
- verify logo and key aesthetic points
This is the stage where many projects lose time if feedback is unclear. A strong revision process matters more than “sample speed” here.
Stage C — Approval or Pre-Bulk Sample
Goal:
- confirm what moves into the PP/bulk lock stage
- align final visible standards
- confirm key construction and packaging points
- reduce sample-to-bulk drift risk
This stage should produce a clear lock list, not just a verbal “approved.”
QC System: Stop Sample-to-Bulk Drift
What Causes Sample-to-Bulk Drift?
Sample-to-bulk drift usually comes from a combination of gaps:
- Approval standard not clearly documented
- PP stage not used properly
- Material/trim substitution or inconsistency
- Line execution variation
- No in-process checks at high-risk operations
- QC focus not aligned to buyer priorities
- Packaging or labeling controls handled too late
That is why a strong OEM bag QC approach should begin before sewing starts.
A Practical QC Structure for Custom Bag Projects
A reliable QC system for custom bags should cover four levels:
Level 1 — Pre-Production Standard Alignment
This is where many problems can be prevented early.
Focus points:
- approved sample reference
- lock list (materials, trims, logo, dimensions, colorways)
- tolerance focus points
- workmanship expectations
- packaging standards
- labeling or barcode requirements
- customer-specific critical points
If the standard is vague, QC later becomes subjective.
Level 2 — Incoming Material or Trim Verification
Even with a good sample, bulk output can drift if incoming materials vary.
Checkpoints may include:
- color or shade consistency
- material thickness or hand feel (as applicable)
- hardware finish consistency
- zipper function or basic compatibility
- logo labels or patches correctness
- packaging materials correctness
This stage is especially important for projects with multiple SKUs or colorways.
Level 3 — In-Process QC
This is the most important and most underexplained QC stage on many supplier pages.
In-process QC helps catch variation before it becomes a large quantity problem.
Common high-risk checkpoints:
- cutting accuracy (for shape-sensitive styles)
- logo application position
- compartment assembly alignment
- strap or handle attachment reinforcement
- zipper installation quality
- shape and seam appearance at key panels
The goal is not to inspect only at the end. It is to prevent error multiplication.
Level 4 — Final Inspection and Packing Verification
Final inspection still matters, but it should confirm control—not replace earlier controls.
Focus points:
- appearance and workmanship
- function checks
- dimensions (by agreed sampling method)
- quantity count
- assortment or colorway ratio
- labels, barcodes, carton marks
- packing method consistency


MOQ & Pricing: Compare Bag Quotes Accurately
“How is MOQ structured for this project (style, color, material, packing)?”
This makes the supplier’s answer more actionable.Why Prices Change in Custom Projects (and How to Prevent Confusion)
Prices usually change for understandable reasons, such as:
- material upgrades or substitutions
- structure complexity increase
- added compartments / features
- logo method changes
- hardware or zipper upgrades
- packaging changes
- quantity split changes (more SKUs/colors, lower per-variant qty)
- approval-stage specification locking after earlier assumption
To compare custom bag quotes accurately, customers should ask suppliers to state:
Quote basis or assumptions
- material level
- quantity split
- logo method
- packaging basis
- Incoterm basis (if discussed at quote stage)
What is included vs not included
- sample fee
- mold or tooling (if any)
- packaging extras
- testing or compliance cost (if applicable)
- shipping cost (if not part of quote)
Price break logic
- how price changes with quantity
- how mixed colors or SKUs affect unit price
- whether repeat orders can use prior setup standards
Change-impact logic
- what changes may affect MOQ
- what changes may affect lead time
- what changes may affect unit cost most
This approach makes quote comparison much more useful than comparing one final number without context.
Main Cost Drivers in Custom Bag Manufacturing
(1) Material System
Outer material alone does not define cost. Lining, support, webbing, zipper, hardware, and branding method all contribute.
(2) Construction Complexity
More compartments, more shaping, more reinforcement, and more operations usually increase labor and production complexity.
(3) Branding and Finish
Embroidery, special print effects, metal logos, patches, and premium finishing can significantly affect cost and lead time.
(4) Quantity Structure
A total order of 5,000 pcs may be priced differently depending on whether it is:
- 1 style or1 color
- 1 style or 5 colors
- 5 styles or mixed colors
- multiple small SKU splits
(5) Packaging and Labeling
Retail-ready packaging, barcode labels, inserts, polybag specs, carton marking rules, and assortment packing can affect both material cost and labor time.
(6) Development Route
ODM, semi-custom, and OEM routes affect development workload, sample cycles, and production setup complexity.
Typical Cost Drivers in Priority Order
- Material system
- Construction complexity
- Quantity split (SKU, color, size)
- Branding or finish method
- Packaging requirements
- Delivery timing or production scheduling, and pressure


Lead Time Plan: Sampling to Shipment
Time Block 1: Development Time (RFQ → Sample Rounds)
This block includes:
- RFQ clarification
- quotation alignment
- material or trim direction
- sample planning
- sample round(s)
- review and revision cycles
What customers often miss:
The factory’s sample-making days are only part of this block. Customer review speed and feedback quality can change the total development time significantly.
Best practice: build a response target internally (for example, customer feedback within X business days after sample receipt).
Time Block 2: Approval or Locking Time (Approval Sample → PP Readiness)
This block is where many teams lose time because they say “approved” but still leave key details open.
This stage should lock:
- material or trims
- logo method and placement
- dimensions or key tolerance points
- colorway mapping
- labeling and packaging rules
- QC priorities
- assortment or packing ratio (if applicable)
Without a proper lock stage, production may start with assumptions, which increases drift risk and rework pressure.
Time Block 3: Bulk Production Time
This is the stage customers usually mean when they ask for “lead time,” but it should be treated as one block within the full project timeline.
Bulk production timing depends on:
- order quantity
- SKU or color split complexity
- construction complexity
- material readiness
- production slot availability
- in-process QC requirements
- packaging complexity
A higher-volume order is not always slower than a lower-volume order if the SKU split is cleaner and standards are locked earlier.
Time Block 4: Shipment Preparation & Handover Time
Many teams underestimate this block.
It may include:
- final inspection scheduling
- rework handling (if needed)
- packing verification
- carton marking confirmation
- shipping document coordination
- booking or loading coordination (depending on trade terms)
Lead Time Planning Logic for customers
(1) Plan by Milestones, Not One Final Date
Use milestone dates such as:
- RFQ complete
- quote alignment complete
- sample round 1 complete
- revised sample complete
- approval or PP lock complete
- bulk start
- final inspection window
- shipment handover date
This helps both sides see where the project is actually delayed.
(2) Identify Dependency Gates
Examples:
- No sample start until core dimensions or logo direction are confirmed
- No bulk booking until the approval scope is clear
- No packing finalization until labeling or barcode files are confirmed
(3) Use a Small Buffer for High-Risk Projects
Projects with:
many SKUs
multiple materials
new structure
retail-ready packaging
tight launch date
should include a buffer. A timeline without any buffer is not “efficient”; it is often fragile.
(4) Separate Factory Time and Customer Decision Time
This is one of the best ways to improve internal planning. When customers see the difference, they can shorten their own approval cycles and reduce total lead time.


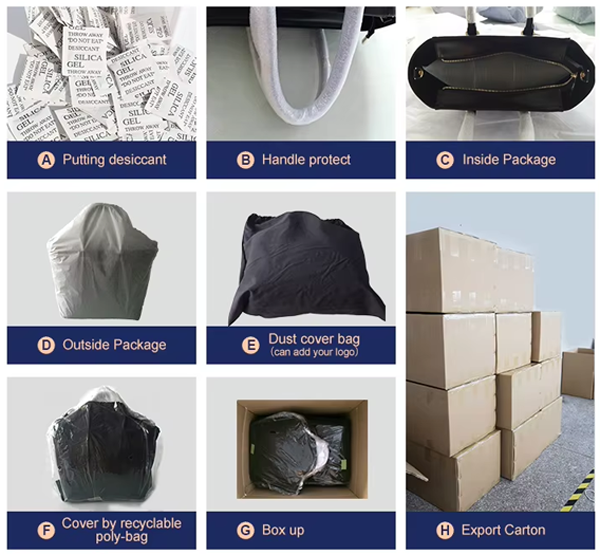
Ship-Ready Bags: Packaging, Labels, Export
What Customers Should Define Early
A clear packaging and labeling setup usually includes these areas:
(1) Unit-Level Packaging
Examples:
- polybag type or spec
- insert card or instruction card
- tissue paper or protective wrap
- dust bag (if required)
- hangtag placement
- suffocation warning (if required by market or channel)
- sealing method
This affects appearance on arrival and packing labor.
(2) Product Labeling
Examples:
- barcode label content and format
- care label or material label
- origin label requirements
- brand label placement
- carton inner labels or SKU labels (if applicable)
Errors here can cause receiving and compliance issues.
(3) Carton-Level Packing Rules
Examples:
- units per carton
- mixed color or size packing ratio
- carton dimensions or weight limits
- carton mark format
- shipping marks or PO references
- palletization preferences (if applicable)
These rules strongly affect warehouse and shipping performance.
(4) Channel-Specific Packaging Needs
Different channels often need different logic:
- retail shelf display needs
- e-commerce protection needs
- wholesale bulk efficiency needs
- distributor barcode or label standards
- marketplace-specific prep requirements (varies by customer)
A strong OEM bag factory should ask about the channel, not just the product.

Multi-SKU Scaling: Mixed Orders, Reorders
A Practical Framework for Mixed Orders
(1) Group SKUs by Production Logic, Not Just by Product Name
Instead of only grouping by style names, also group by:
- shared materials
- shared hardware or trim systems
- similar construction process
- similar packaging method
- shared launch window
This helps reduce planning friction and improves execution efficiency.
(2) Build a SKU Matrix Before Bulk Booking
A useful SKU matrix may include:
- style code
- colorway
- size variant
- quantity
- logo method
- packaging type
- label or barcode version
- destination or channel
- priority level (launch-critical, replenishment, or flexible)
This one document reduces many coordination errors.
(3) Set Different QC Focus by SKU Group
Not all SKUs fail in the same way.
Examples:
- structured bags → shape consistency and panel alignment
- soft lifestyle bags → seam appearance and strap assembly
- retail gift bags → print or branding presentation and packing finish
- travel or equipment styles → reinforcement and zipper function
A stronger OEM partner adjusts QC focus to the SKU risk profile.
(4) Separate “New Development” from “Repeat Replenishment” Workflows
When buyers mix new SKUs and repeat SKUs in one PO program, problems happen if everything is treated as one process.
Better method:
- New SKUs → sample, review, approval path
- Repeat SKUs → version check and material or trim confirmation and production readiness check
This protects lead time for replenishment while still allowing development work to continue.
(5) Use Version Control for Repeat Orders
Repeat order failures often come from silent changes:
- trim batch differences
- label file updates
- packaging spec updates
- logo artwork version confusion
- size or feature changes not recorded clearly
Repeat orders should reference a controlled version record (sample version, lock list, and revision notes).
Why Jundong: OEM Partner, Not Vendor
What Customers Actually Value in a Long-Term OEM Bag Partner
A strong OEM partner usually creates confidence in four areas:
(1) Development Capability (Not Just Production Capability)
Many custom bag projects fail before production starts—during quoting, route selection, and sampling.
Customers value factories that can:
- translate ideas into a manufacturable structure
- identify risks early
- suggest practical alternatives
- keep sample rounds focused and trackable
This directly reduces wasted time.
(2) Process Control and Consistency
A good-looking sample is not enough.
Buyers need confidence that the factory can:
- lock standards clearly
- maintain quality consistency in bulk
- manage packaging or label details
- reduce avoidable rework and shipment-side errors
This is where process discipline matters more than sales promises.
(3) Program Support for Complexity
Growth-stage buyers often need:
- mixed styles
- multi-SKU orders
- phased launches
- repeat replenishment with stable standards
Factories that only perform well on simple, single-style orders may become bottlenecks later.
A stronger OEM partner supports complexity with structure.
(4) Communication That Improves Customer Decision Speed
Clear communication is a production advantage.
Customers move faster when the supplier communicates with:
- version clarity
- change-impact visibility
- milestone-based planning
- issue prioritization
- practical next-step recommendations
This reduces internal back-and-forth on the customer side.


Make A Sample First?
See your idea come to life before mass production.
At Jundong Factory, we offer free design mockups and custom samples to ensure every detail is perfect — from material and color to logo placement and stitching.
Start your project with confidence today: info@jundongfactory.com.
Decision FAQ Hub: Project Success & Quotes
How do we choose between ODM, semi-custom, and full OEM for a custom bag project?
The best route is the one that matches your launch timeline, product uniqueness target, budget flexibility, and internal decision speed—not the one with the lowest starting quote. Buyers who choose the wrong route early often lose time in sample revisions and re-quoting.
Many teams start with the wrong assumption: they ask for full OEM because they want a unique product, but the project deadline is tight and internal approvals are still slow. In that case, a full OEM route may create pressure on development, sample rounds, and approvals. On the other hand, some buyers choose ODM to move fast, then keep changing structure and functions until the project behaves like OEM. That also creates delays.
A practical way to choose the route is to evaluate four points:
(1) Launch Timing
If your launch window is fixed and closed, ODM or semi-custom usually gives a better starting path. You can still customize branding, colors, packaging, and selected details while keeping a proven structure.
(2) Structure Uniqueness
If your product needs a new silhouette, special internal layout, custom reinforcement logic, or brand-specific functionality, full OEM is often the right path. A stock structure with surface changes may not support your use case.
(3) Budget and Revision Tolerance
Full OEM can be a strong long-term route, but it usually needs more development work and clearer approvals. If your team is still testing product-market fit, semi-custom may reduce early-stage risk.
(4) Internal Team Readiness
If your team cannot give fast, consolidated feedback, a route with heavy development complexity can slow down quickly. Route choice should match not only factory capability but also buyer-side execution speed.
What information should we prepare before requesting a quote from an OEM bag factory?
You do not need a perfect tech pack to get started, but you do need a structured RFQ package with clear priorities. A stronger first RFQ improves quote accuracy, feasibility feedback, and sampling speed, while reducing repeated questions.
Buyers often lose time because they send only reference photos and ask for “the best price.” That creates too many assumptions. Different factories may quote based on different materials, structures, packing methods, and quantity splits, so the prices become hard to compare.
A practical RFQ package should include five groups of information:
(1) Product Direction
Share the bag category and use case clearly:
- tote, backpack, travel bag, cosmetic bag, organizer, cooler bag, etc.
- who uses it and how
- target channel (retail, e-commerce, wholesale, brand gift, distributor)
This helps the factory judge structure and material direction.
(2) Reference and Priority Notes
Reference images are useful, but add a short note:
- must-have features
- nice-to-have features
- flexible areas
- non-negotiable brand points
This step saves many sample loops.
(3) Basic Specifications (even rough)
Provide rough values if final specs are not ready:
- approximate dimensions
- target material direction
- logo method preference (print, embroidery, patch, metal plate)
- pocket or compartment needs
- zipper or hardware preference (if any)
Rough data is better than silence because it reduces wrong assumptions.
(4) Commercial Scope
Factories need this to quote logically:
- estimated quantity
- split by color, style, size (if known)
- target timing
- sample urgency
- shipment destination or market
Without this, MOQ and lead time advice may be inaccurate.
(5) Packaging and Labeling Notes
Even a draft note helps:
- barcode or label requirements
- hangtags or inserts
- carton restrictions
- channel-specific packing needs
Many quote changes happen late because packaging was not discussed early.
Why do custom bag quotations change after the first quote, and how can we reduce re-quoting?
Quote changes usually happen because the scope assumptions changed, became clearer, or were incomplete in the first RFQ. This is common in custom bag development and does not automatically mean the supplier is unreliable.
Buyers often compare the first quote as if it were a final production contract number. In many cases, the first quote is a working quote based on assumptions. When assumptions change, the quote changes. The problem is not the change itself; the problem is when the assumptions were never written clearly.
Here are the most common quote-change triggers in custom bag projects:
(1) Material Direction Changed
A project may start with a general note like “vegan leather bag,” but later the customer selects a specific vegan leather type, backing, thickness, grain, or finish. These choices can affect:
- material cost
- sewing difficulty
- wastage rate
- reinforcement needs
(2) Structure Complexity Became Clearer
Reference photos may hide structural details. After the sampling review, the project may require:
- more compartments
- shape retention support
- upgraded reinforcement
- different zipper path
- stronger handles or straps
That changes labor and construction costs.
(3) Logo or Branding Method Changed
A printed logo, a metal logo plate, a debossed logo, and embroidery logo do not behave the same in cost or process. Placement changes can also affect labor.
(4) MOQ or Quantity Split Changed
The total order quantity may stay the same, but splitting it into more colors or more SKUs can affect cost and production efficiency.
(5) Packaging or Labeling Scope Added Late
Barcodes, hangtags, inserts, dust bags, special carton marks, or channel-specific packing often appear late in the process and trigger re-quoting.
How many sample rounds are normal for custom bag development, and how can we reduce sample revisions without hurting quality?
For many custom bag projects, 2–3 sample rounds are a practical range when the route and review process are clear. The goal is not to force fewer rounds; the goal is to make each round serve a clear purpose.
A common mistake is treating all sample rounds the same. Buyers send mixed feedback (structure + branding + packaging + optional ideas) in one long message, and the factory must guess priorities. That usually creates slow progress and extra sample loops.
A stronger approach is to define the objective of each round:
Round 1: Feasibility or Structure Check
Focus on:
- overall size and proportion
- structure logic
- pocket layout
- carrying method
- opening or closing usability
- high-risk construction points
This is not the best round for fine branding comments unless branding affects construction.
Round 2: Optimization or Detail Alignment
Focus on:
- corrections from round 1
- material direction confirmation
- reinforcement updates
- hardware or zipper adjustments
- logo placement and presentation
- appearance balance
Round 3: Approval Preparation (if needed)
Focus on:
- locked dimensions and tolerances
- final material or trims
- branding execution
- packing or label checks (as applicable)
- issues that affect bulk consistency
Some projects need only two rounds. Others need more, especially when:
- the structure is new
- the use case is technical
- many stakeholders review samples
- packaging is channel-specific
- brand details are strict
Is final inspection enough for custom bag quality control, or do we need checks during production too?
Final inspection alone is usually not enough for custom bag projects. A strong quality result comes from stage-based control: pre-production alignment, incoming material checks, in-process checks at high-risk operations, and final inspection with packing verification.
Many customers rely heavily on the final inspection because it is visible and easy to schedule. Final inspection is useful, but it happens late. If the project has repeated issues in stitching alignment, logo placement, reinforcement execution, or zipper installation, finding them only at the end creates rework pressure and shipment risk.
A stronger quality setup starts before bulk production:
(1) Pre-Production Standard Alignment
Before production starts, confirm:
- approved sample version
- key dimensions or tolerance focus
- material and trim direction
- logo method and placement
- packaging or labeling scope
- defective judgment priorities (what matters most)
This gives the factory and QC team one consistent reference.
(2) Incoming Material or Trim Checks
Custom bag projects often fail here in subtle ways:
- wrong texture or color tone
- thickness variation
- trim finish inconsistency
- label or print mismatch
Catching these early avoids large-scale drift later.
(3) In-Process QC at Risk Points
Not every operation needs the same attention. Risk-based checks are more useful, such as:
- panel alignment on structured bags
- reinforcement zones on load-bearing bags
- zipper installation and smooth operation
- logo placement consistency
- stitch appearance on visible surfaces
This is where many “sample looked good, bulk changed” problems can be reduced.
(4) Final Inspection and Packing Verification
Final inspection still matters a lot. It should cover:
- workmanship
- function
- dimensions (key points)
- logo or branding execution
- packing method
- labels, barcodes, carton marks (if applicable)
For B2B customers, packing accuracy is part of quality, not a separate topic.
How should we evaluate lead time realistically for a custom bag project (instead of relying on one number)?
The most reliable way to evaluate lead time is to break it into project stages—development, sample review or approval, pre-production alignment, bulk production, and shipment preparation—instead of asking for one “total lead time” number. Single-number timelines often hide dependencies and create avoidable delays.
A common buyer mistake is asking, “What is your lead time?” before the project route and specifications are clear. The factory may provide a rough estimate, but that estimate can become inaccurate if the project later adds sample rounds, packaging changes, new materials, or multiple SKU splits. This does not always mean poor execution; it often means the project was evaluated too early with too many unknowns.
A stronger method is stage-based lead time planning.
(1) Development & Feasibility Stage
This stage includes:
- RFQ review
- route recommendation (ODM / semi-custom / OEM)
- quote basis alignment
- sample objective definition
This stage matters because slow decisions here often delay everything else, even before sampling starts.
(2) Sampling Stage (By Round)
Sampling should not be treated as one time block. Track:
- sample making time
- transit time (if applicable)
- buyer review time
- revision decision time
Many buyers only count “factory sample time” and forget internal review time. In real projects, buyer-side approval time can be a major lead time driver.
(3) Approval / PP Alignment Stage
Before bulk, there is often a critical alignment stage:
- approved sample/version lock
- key dimensions/tolerance confirmation
- material/trim confirmation
- packaging/label confirmation
- production assumptions aligned
If this stage is rushed, the project may move faster on paper but slower in reality due to corrections during bulk.
(4) Bulk Production Stage
This should be estimated based on:
- order quantity and SKU split
- material readiness
- complexity of construction
- packaging/labelling workload
- production scheduling conditions
A bulk lead time number without these assumptions is often not reliable.
(5) Shipment Preparation or Handover Stage
This stage may include:
- final inspection
- packing verification
- carton marking checks
- documentation support (if needed)
- pickup or handover scheduling
Some projects fail due to launch timing, not because production was late, but because final packing or handover preparation was underestimated.
Can one OEM bag factory handle mixed orders, multiple SKUs, and different packaging requirements in one project?
Yes, but success depends on the factory’s coordination system, version control discipline, and packaging/label management process, not just production capacity. Mixed-order programs fail more often from information errors than from sewing capability.
Many customers assume that if a factory has enough workers or production lines, mixed orders will be easy. In reality, mixed-SKU projects create complexity in:
- MOQ logic
- materials and trims planning
- logo variations
- packaging differences
- label/barcode control
- inspection priorities
- carton allocation and shipping coordination
That means the key question is not only “Can you produce many styles?” but also “How do you manage complexity without causing errors?”
Where Mixed-Order Projects Usually Go Wrong
(1) Unclear SKU Matrix
If the buyer’s SKU list is incomplete or changes frequently without clear version labels, the factory may prepare based on outdated assumptions.
(2) Packaging and Label Rules Are Not Linked to SKU Codes
This is a major risk. Even if the bags are correct, wrong labels, hangtags, or carton marks can create receiving problems and channel penalties.
(3) New Development and Repeat Orders Are Mixed Without Priority Rules
If repeat replenishment items are mixed into a development-heavy project without planning, the stable items may be delayed by ongoing changes to new styles.
(4) Inspection Criteria Are Not Prioritized by SKU Type
Different SKUs may have different risk points. One QC focus for all SKUs may miss important issues.
What causes sample-to-bulk drift in custom bag manufacturing, and how can we prevent it?
Sample-to-bulk drift is usually caused by a combination of unclear locked standards, material variation, weak in-process control, and poor version/change tracking. Preventing drift requires a lock list + stage-based QC + version-controlled communication, not only a final sample approval.
Buyers often think sample-to-bulk drift is a single production mistake. In practice, it is more often a system problem: the sample looked correct, but the production team did not receive a sufficiently clear, stable, and prioritized standard set.
Common Causes of Sample-to-Bulk Drift
(1) Approved Standard Is Not Clearly Defined
The buyer may say “sample approved,” but what exactly is approved?
Which sample version?
Which color/material option?
Which logo placement?
Which packaging version?
If this is not written clearly, teams may work from different references.
(2) Materials or Trims Vary Within the Accepted Range
Some variation is normal in manufacturing, but if the project does not define what matters most (appearance, structure, color tone, feel, function), small variations can create visible inconsistency.
(3) No In-Process Control at High-Risk Operations
Even if the standard is correct, drift can grow during production if there are no checks at:
- panel alignment
- reinforcement points
- zipper installation
- logo placement
- edge finishing / visible sewing zones
(4) Changes Are Communicated but Not Locked by Version
Messages like “please use the updated logo file” or “move the label slightly” can be missed if there is no versioned update system.
How should we manage packaging and labeling for custom bags if we sell through multiple channels (retail, e-commerce, wholesale, distributors)?
The most effective approach is to define packaging and labeling by channel requirements early, then map those requirements to specific SKUs and versions. Many shipment issues happen not because the bag is wrong, but because the label, barcode, hangtag, insert, or carton mark is wrong.
Buyers often treat packaging and labeling as a final-step task after product approval. That works only for simple projects. In multi-channel programs, packaging and labeling are part of the product execution system and should be planned earlier.
Why Multi-Channel Packaging Gets Risky
Different channels may require different combinations of:
- product labels
- barcode formats or barcode placement
- hangtags
- inserts / warning cards
- polybag rules
- carton mark formats
- carton quantity rules
- country/language marking requirements
If these requirements are added late, the project may face:
- re-packing
- relabeling
- carton re-marking
- shipment delays
- warehouse receiving issues
These costs can erase savings from a lower unit price.
Practical Multi-Channel Packaging Control Framework
(1) Define Channel Types Early
At minimum, separate by:
- Retail
- E-commerce
- Wholesale / Distributor
- Special program / promotional channel (if applicable)
Each channel may need different pack logic.
(2) Create a Packaging & Label Matrix
Build a table that maps:
- SKU code
- channel
- barcode type
- product label type
- hangtag/insert requirement
- polybag/inner pack rule
- carton mark rule
This should be version-controlled, not shared as informal notes.
(3) Confirm What Is Fixed vs Pending
If all packaging details are not finalized yet, mark each line item as:
- confirmed
- pending
- buyer to provide
- factory to advise
This avoids false assumptions.
(4) Include Packaging in Quote Basis and Timeline
Packaging complexity affects:
- material cost
- labor
- checking time
- final inspection workflow
- shipment preparation timing
If it is not included early, quote and timeline accuracy will suffer.
(5) Verify During Final Inspection and Packing Stage
For B2B shipments, “quality” includes shipment readiness:
- correct labels
- correct barcodes
- correct carton marks
- correct quantity per carton
- correct packing method by channel
How do we compare two OEM bag factories fairly when their quotes are very different?
Compare the quote basis, scope assumptions, and execution capability, not just the final unit price. Large price gaps often come from different assumptions in materials, structure complexity, MOQ split, packaging scope, and service support, not simply from one factory being “better” or “cheaper.”
Many buyers face this situation: two factories quote the same bag concept, but the prices are far apart. The fastest reaction is to ask one supplier to “match the lower price.” This can lead to confusion or hidden compromises if the original assumptions were not aligned.
A better method is to run a fair comparison framework.
Step 1: Align the Scope Before Comparing Prices
Ask both factories to clarify:
- material basis (type/spec direction)
- construction scope
- logo method and quantity assumptions
- packaging and labeling scope
- quantity split by SKU/color/size
- included vs excluded items
Without this, the comparison is not apples-to-apples.
Step 2: Compare Quote Basis, Not Just the Final Number
Request a short written breakdown of:
- what is assumed
- What can change the price
- What is pending buyer confirmation
- What MOQ logic is used
This helps your team evaluate risk, not just cost.
Step 3: Evaluate Execution Capability for Your Project Type
A lower quote may still be expensive if the project later suffers from:
- repeated sample loops
- quote changes from missing assumptions
- inconsistent bulk quality
- packaging/label errors
- delays in mixed-SKU programs
For custom projects, execution reliability often affects total project cost more than a small difference in unit price.
Step 4: Compare Communication Quality Early
Use the RFQ stage and sample stage to evaluate:
- response clarity
- practical recommendations
- version discipline
- risk disclosure
- ability to answer operational questions
This is one of the strongest predictors of future project friction.
Step 5: Make a Decision by Project Fit, Not by Lowest Number Alone
The right supplier for a simple repeat order may not be the right supplier for a complex custom launch. Select based on:
- project complexity
- timeline pressure
- packaging/label requirements
- multi-SKU coordination needs
- internal approval speed
What should we ask in the first factory meeting to evaluate real execution ability (not just sales communication)?
In the first factory meeting, the best questions are the ones that test how the supplier handles project ambiguity, change control, sampling decisions, quality priorities, and mixed-order coordination. A factory can sound professional in sales language but still struggle with execution discipline.
Many buyers spend the first meeting discussing only company history, capacity, and product photos. Those topics are useful, but they do not fully show whether the supplier can support a custom project with real operational complexity. To evaluate execution ability, your questions should force the factory to explain how they work, not only what they make.
What to Ask in the First Meeting (High-Value Questions)
(1) How do you evaluate a new project when the RFQ is incomplete?
This shows whether the factory can provide practical guidance or only wait for perfect data. Strong suppliers can explain:
- what minimum information they need
- what assumptions they will make
- what items they classify as pending
- how they reduce re-quoting risk
(2) How do you separate ODM, semi-custom, and full OEM recommendations?
A factory with strong execution usually gives route-based advice instead of pushing one path for every project.
(3) How do you manage sample review feedback and version changes?
This is a key signal. Ask:
- how they track version updates
- how they prevent old files from being used
- how they handle conflicting buyer feedback
(4) What are the most common reasons custom projects get delayed, and how do you prevent them?
Good factories answer with specifics (approval timing, material confirmation, packaging changes, SKU complexity), not general statements.
(5) How do you control sample-to-bulk consistency?
Look for a process answer (lock list, PP alignment, in-process QC), not just “we do strict QC.”
(6) How do you manage packaging and labeling for multi-channel orders?
This is a strong test of operational maturity. Many problems happen here, not in sewing.
How can we reduce internal approval delays on the buyer side during custom bag development?
The fastest way to reduce internal approval delays is to build a clear review workflow with decision owners, review deadlines, and a priority-based feedback format. In many custom bag projects, internal buyer delays cause more timeline pressure than factory sample making time.
This is a common issue for brands, distributors, and product teams: the factory sends a sample or asks for confirmation, but feedback is delayed because multiple teams are involved (product, sourcing, design, marketing, packaging, compliance, sales). Each team may review from a different perspective, and comments arrive at different times. When feedback is fragmented, sampling slows down, and rework increases.
The goal is not to force faster decisions without review. The goal is to make approvals faster and cleaner.
Common Buyer-Side Delay Triggers
(1) No single decision owner
If no one owns the final decision, the project waits.
(2) Feedback arrives in separate messages
Conflicting or repeated comments create confusion and version errors.
(3) No review deadline
Without a date, the sample review becomes “when everyone has time.”
(4) All comments are treated equally
When cosmetic suggestions and critical functional issues are mixed, the next sample objective becomes unclear.
(5) Unclear scope of approval
Teams may think they are approving the full product when the round is only for structure or fit.
Everything You Need to Know Before Customizing Your Bags
The best OEM bag factory selection is rarely based on looks or a nice sample alone. For procurement teams, a reliable evaluation depends on whether the factory can give clear, consistent answers around MOQ versus bulk pricing, lead time realism, material system feasibility (outer fabric, lining, foam/padding, webbing), hardware specifications, pattern accuracy, stitching and edge-finishing standards, structure strength, pack-out logic, and repeat-order consistency. This FAQ section is designed to surface those operational answers upfront, helping you assess factory fit quickly while reducing unnecessary internal back-and-forth.
We recommend structuring FAQs around real buyer triggers that decide project success: what information is required to start quoting and sampling, how the factory prevents sample-to-bulk drift in color, hand-feel, dimensions, and construction, how reinforcement architecture is mapped to real load and wear points, how multi-SKU programs are managed without mix-ups, and which QC checkpoints protect durability and repeatability (incoming material checks, in-process inspections, final inspection, and stress tests). When written clearly, these FAQs also support long-tail search intent, such as “best OEM bag factory for custom,” “custom bag manufacturer MOQ,” “OEM private label bag supplier,” or “bag factory sample to bulk consistency.”
For a quick evaluation, you can share your bag type, target dimensions, usage scenario (load and wear points), preferred materials and hardware tone, logo method, compliance market(s), and packing requirements by email. Our team will review your inputs and provide structure recommendations, material system options (outer, lining, reinforcement, hardware, and finishing), and a realistic development route to support your custom bag program from RFQ to sampling, PP approval, bulk production, and repeat orders.
